

- 網(wǎng)站首頁
- 關(guān)于旭陽
- 旭陽產(chǎn)品
熱銷推薦產(chǎn)品
-

2000L精制結(jié)晶釜
反應(yīng)釜
-

不銹鋼換熱器
換熱器
-

哈氏合金反應(yīng)釜
稀有金屬設(shè)備
-
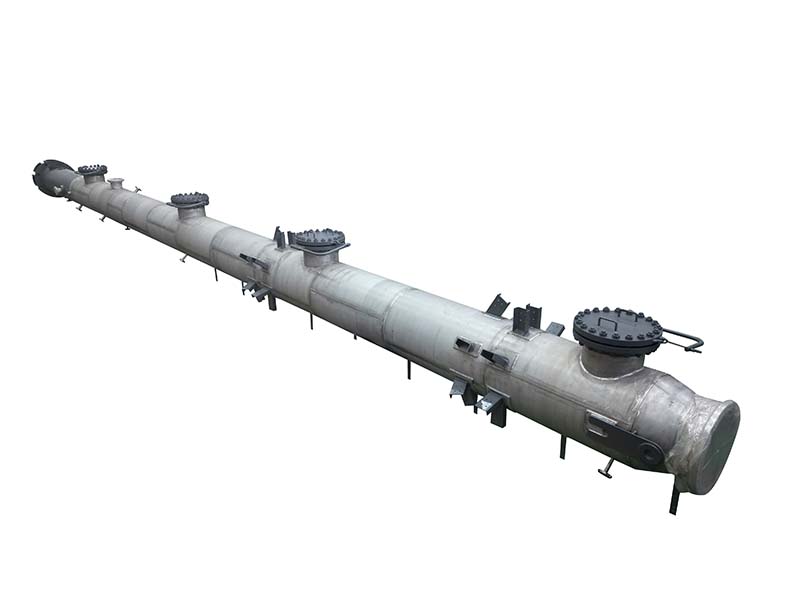
塔器
塔器
-
- 生產(chǎn)設(shè)備
- 榮譽資質(zhì)
- 新聞資訊

- 聯(lián)系旭陽

- EN




